

概述
PTFE(聚四氟乙烯)中空纖維管是一種在工業(ye) 和高科技領域廣泛應用的重要材料,因其優(you) 異的化學穩定性、耐高溫性和卓越的電絕緣性能而備受青睞。本文將詳細描述PTFE中空纖維管的生產(chan) 全流程,從(cong) 原料過篩到最終的成品檢測,為(wei) 大家全方位展示這一精密過程。
生產步驟
1. 原料過篩
將貯存的PTFE分散樹脂通過篩網進行過篩處理。這一步驟非常關(guan) 鍵,因為(wei) 它確保了原料的均勻性和質量穩定性。通常使用的篩網網孔尺寸為(wei) 8目-10目,能夠有效地過濾掉大顆粒雜質,保證後續工序的順利進行。
2. 拌入擠壓輔助劑
過篩後的PTFE分散樹脂將被加入到幹燥、潔淨的廣口瓶中。然後,向其中加入擠壓輔助劑,這一步有助於(yu) 提高原料的可加工性。廣口瓶在轉速為(wei) 20rpm的攪拌機上攪拌15-25分鍾,確保擠壓輔助劑均勻分布。攪拌完成後,廣口瓶需放置24小時,讓混合物充分融合。
3. 預壓成型
將經過處理的粉末壓製成能夠裝入擠壓缸的形狀。此階段采用圓柱狀預壓模具,預壓壓力控製在4Mpa-6Mpa,預壓速度設定為(wei) 30mm/min。預成型後的粉末塊需要具備一定的機械強度,以便後續操作。
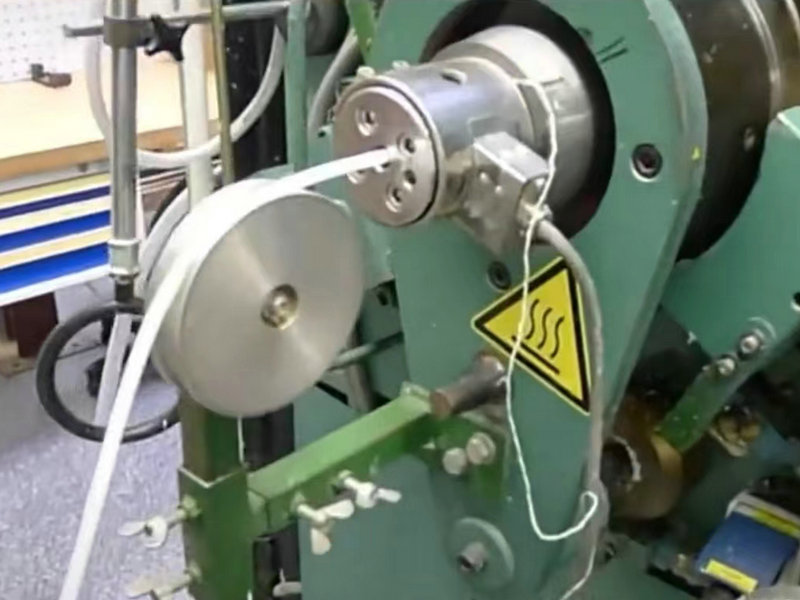
4. 推壓擠出
將預壓成型的料坯裝入擠壓缸,通過柱塞的推壓讓其強製從(cong) 口模推出形成推壓管狀預製品。在推壓過程中,PTFE分散樹脂逐漸被排列成定向纖維結構。
5. 壓延
壓延是關(guan) 鍵的環節之一,該工序分為(wei) 兩(liang) 個(ge) 階段:
熱水加熱:首先將管材放置在60℃-80℃的熱水中加熱,使型坯軟化。
壓延操作:控製壓延輥的轉速(1.5m/min-4m/min)和表麵溫度(70℃-90℃),對型坯進行壓延處理,從(cong) 而得到所需的中空纖維膜結構。
6. 烘幹
在縱向拉伸之前,必須除去預製品內(nei) 的推壓輔助劑。預製品在烘幹入口處的溫度設置為(wei) 100℃,出口處的溫度則設定為(wei) 250℃,以確保徹底烘幹。
7. 縱向拉伸
烘幹後的半成品需要進行縱向拉伸。拉伸倍數、溫度和速度都會(hui) 影響最終的膜結構:
拉伸倍數:較高的拉伸倍數會(hui) 使膜的平均孔徑和孔隙率增大,泡點降低,水通量增加,但過濾精度會(hui) 降低。
拉伸溫度:較高的拉伸溫度同樣會(hui) 增加膜的孔徑和孔隙率。
拉伸速度:增大拉伸速度會(hui) 使膜的平均孔徑變小,泡點升高。
8. 徑向擴張
為(wei) 了改變膜的微孔形態,縱向拉伸後的半成品需要進行徑向擴張。這一步驟進一步調整微孔的結構,使其更加符合應用需求。
工藝細節與注意事項
在PTFE中空纖維管的生產(chan) 過程中,每一個(ge) 細節都至關(guan) 重要:
篩網網孔尺寸:嚴(yan) 格控製在8目-10目之間,以確保原料的純淨度。
攪拌時間和放置環境:攪拌時間需嚴(yan) 格控製在15-25分鍾之間,攪拌完成後需在25℃-30℃的環境中放置24小時。
預壓成型參數:預壓壓力和速度需分別控製在4Mpa-6Mpa和30mm/min,確保粉末塊具備足夠的機械強度。
壓延參數:熱水溫度控製在60℃-80℃,壓延輥轉速和溫度分別控製在1.5m/min-4m/min和70℃-90℃。
拉伸參數:根據產(chan) 品要求調整拉伸倍數、溫度和速度,以達到預期的膜結構和性能。
結論
通過對PTFE中空纖維管生產(chan) 全過程的詳細解析,我們(men) 可以看到每一步驟都有其獨特的作用和重要性。從(cong) 原料篩選到最終成品檢驗,每一個(ge) 環節都需要精確的控製和高質量的操作。隻有嚴(yan) 格按照這些步驟進行生產(chan) ,才能確保PTFE中空纖維管的優(you) 異性能和廣泛應用。
